There are four important parts of the power in system in RoboGoby – the tether, a cord grip, a cable connector, and our power supply.
Power Supply
The power supply we're using for RoboGoby is a 12v 500W PC power supply. Specifically it is the
Shuttle 500W power supply. This power supply is perfect for RoboGoby because it's maximum current draw matches up with the maximum current draw on our thrusters before cavitation.
The power supply has 3.3v, 5v, 12v, and -12v power rails. We only wanted the 12v rails on the power supply so we cleaned it up. We connected the green wire to ground, allowing the power supply to actually power up when plugged in. To organize the 12v wires, we removed the cover of the power supply (pictured below) and then cut all of the wires except a large group of yellow wires (12v rail) and black wires (ground). We used zip ties and heat shrink along with
Ultra Plug Dean Connectors to organize the wires into two positive and negative plugs.
 |
| Open Power Supply (not finished) |
 |
| Finished 12v Supply |
Tether Cable
The tether is actually made up of two different wires. The first is a 100ft, 3 wire, 16AWG extension cable. The second is a 3ft, 3 wire, 14AWG power cable. Because we're using an AC power supply we decided to also use extension cable for our prototype. This allows us to plug in RoboGoby anywhere with a AC power. This makes testing easier as we don't have to carry around a battery pack and worry about DC-AC power inversion.
About 1 foot above the submersible the extension cable turns into the slightly larger 14AWG 3 wire tether. We went with 14AWG as this cable is so short that the extra size and weight is not a big deal and in the future we may want the entire tether to be 14AWG so larger amp draws would be possible.
 |
| Extension Cable |
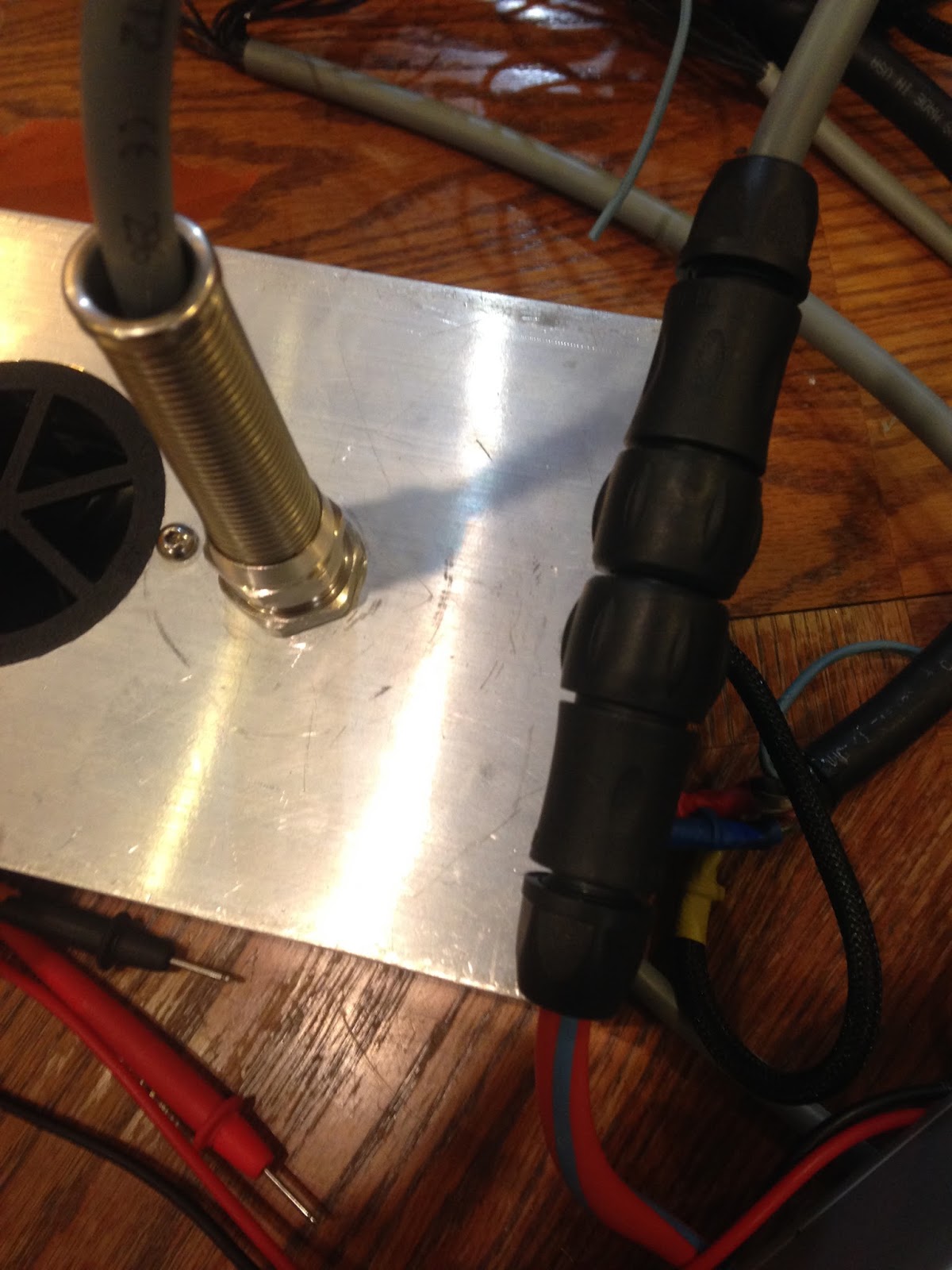
Cord Grip
We used a cord grip very similar to the ones found on either end of our watertight compartment, which are described
here. The only difference is that there is a short (~3") spring to provide support for the wire entering the cord grip.
 |
| Cord Grip w/Support |
The cord grip makes sure that the tether is securely attached to the submersible – preventing any slippage – in a way that it both strong and easily removable in case we need to make changes.
Waterproof Connector
The waterproof connector is the one we described in
this post. We decided to have a connector outside the submersible so that we could easily detach the sub from the tether, allowing for easier transport and more customizability.
 |
| Waterproof Connector |
Though we were originally worried about how much force the connector could take, we have found that it holds up very well to the amount of tension it will experience.
 |
| Tether and Connector |